RFID手持终端|工业PDA|读写器|天线厂家
RFID Handheld Terminals | Industrial PDAs | RFID Readers | Antennas Supplier

RFID 赋能工业物联网 智能仓储提效降本 |
| 发布时间: 2017-12-14 16:53:43 |
|
“喜新厌旧、见异思迁”是消费者的核心消费天性,倒逼企业在创新升级的同时最大化降本增效,而工业物联网(IIoT)是制造企业转型的核心抓手,其中基于超高频RFID读写器(搭载IMPINJ E710/R2000芯片)、电子标签、手持终端及定制天线的智能仓储管理系统,成为企业降本提效的关键落地方案。
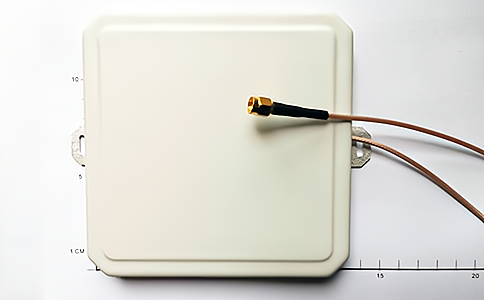
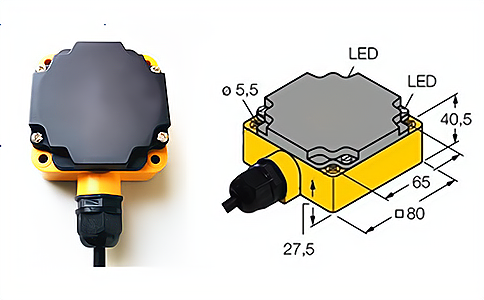
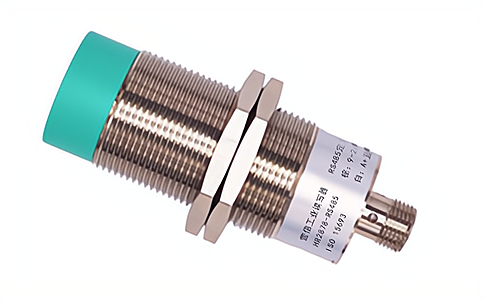
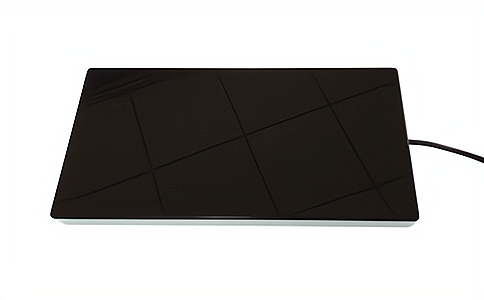
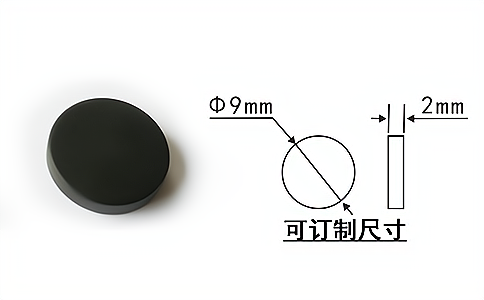
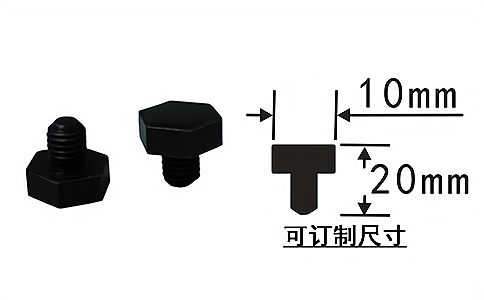
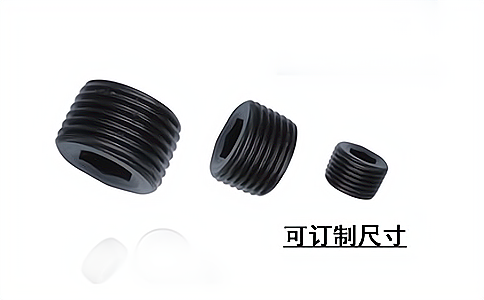
传统仓储管理核心痛点解析多数制造企业仓库仍沿用传统人工纸质管理模式,易出现数据错误、客户投诉率高的问题,直接损害企业形象;生产与仓储信息断层导致生产计划频繁变更,包装仓储过程不可控、产品生命周期无监管;产品缺乏可追溯性,问题出现后无法定位出错环节与责任人。对此,企业亟需部署融合RFID/条码技术的智能仓储管理系统,依托手持终端、超高频读写器实现全流程数字化管控。 智能仓储管理系统核心功能(RFID/条码采集)已搭建计算机通信网络的企业,仅需新增条码/RFID采集设备(手持终端、超高频读写器、定制天线),即可用低成本实现仓储管理效率跃升,核心功能如下: 1.验货(收货)管理 仓库管理员通过手持终端(条码/RFID扫描款)选择收货菜单,用终端扫描头读取货品包装上的条码/RFID电子标签(供应商预制或系统生成),标签包含货品验收全量信息,无需手工录入;若供应商未提供标签,管理员可通过手持终端录入信息,系统自动生成专属RFID电子标签,定制天线保障标签信息远距离精准识别。
入库统计时,管理员先扫描收货单条码/RFID标签,系统校验信息准确性;再扫描收货单项目号、物料规格(体积/重量/成分)及唯一标识号的RFID电子标签,该标识号作为核心信息贯穿后续所有库存管理环节,超高频读写器确保批量标签快速识别。 2.入库管理 搬运人员用便携超高频RFID读写器(手持终端)扫描物料箱标签与货架标签,即可完成入库操作:间接入库可将货品存放任意空位,扫描记录位置;直接入库则精准存放指定货架。系统为每个物料箱及存放位置建立关联档案,定制天线适配仓库复杂环境,避免识别盲区。 3.盘库管理 工作人员先在RFID手持终端下载盘点数据,到现场扫描货品RFID电子标签完成实物盘点;终端实时显示货品名称、存放位置,辅助管理员录入实际数量,扫描标识号验证,系统自动生成盘存档案。超高频读写器支持多标签批量识别,盘点效率提升300%,人工成本降低40%。 4.出库管理 提货作业按订单拆分(货箱/批/货盘为单位),操作工在手持终端选择出库模式,扫描提货箱RFID电子标签,系统校验货品数量、品种是否匹配订单;出现数量差异时,操作工输入原因代码,系统自动记录并报告。超高频读写器适配动态扫描场景,定制天线保障货盘堆叠时标签仍可精准识别,系统柔性支持货盘装载调整,完成后自动清除出库货品数据库记录,标记订单提货完成。 条码/RFID数据采集 仓储管理核心收益条码/RFID数据采集应用于库存管理系统,能带来以下收益: (1)省去手工写票、机房录入步骤,依托手持终端+超高频读写器实现数据实时采集,工作效率大幅提升。 (2)解决库房信息陈旧滞后问题:传统单据流转需1天以上,而RFID电子标签数据实时同步,调度员可依据最新库存(含保质期、存储环境、生命周期)制定交货计划。 (3)消除抄录/键入错误,提升生产率与服务质量,减少无效劳动,降低库存积压,提高资金利用率与仓库利用率,超高频读写器+定制天线的组合进一步降低识别误差率。 智能仓储系统 全链路数据追溯与效率提升融合RFID技术的智能仓储系统核心价值在于:实时监控库存,计划/管理/销售人员可随时查看实时库存量,合理制定生产/销售计划;质检/管理人员可追溯任意产品的生产、库存状态,产品出库后,通过手机/手持终端扫描RFID电子标签,即可查看批次、出入库日期、生产时间、质检/出库负责人等全链路信息。系统缩短出入库耗时,减少生产计划偏差导致的库存积压,大幅提升库存周转率,而超高频读写器(IMPINJ E710/R2000芯片)与定制天线的技术组合,是系统稳定运行的核心保障。 |

RFID 赋能工业物联网 智能仓储提效降本相关产品与方案,或下载: 营信产品以及方案电子版彩页 |




已经到底拉,赶紧联系我们专业的销售顾问或扫描下方视频号查看应用测试视频吧。







 直线:13817779536
直线:13817779536 support@rfid021.com
support@rfid021.com